Кристаллизация
Кристаллизация — процесс выделения твёрдых солей из насыщенных растворов. Финальный этап ZLD-систем для получения сухого продукта и достижения нулевого сброса.
Кристаллизация (Crystallization — процесс образования твёрдых кристаллов из раствора) превращает растворённые соли в твёрдый продукт с одновременным получением чистого дистиллята. Этот процесс завершает цепочку ZLD-системы (Zero Liquid Discharge — нулевой жидкий сброс) и обеспечивает полную утилизацию концентрата после выпарных установок. Промышленные кристаллизаторы работают с рассолами концентрацией 150-350 г/л по TDS (Total Dissolved Solids — общее солесодержание) и производят кристаллы размером 0.1-3 мм с влажностью 2-10% после центрифугирования. Мировой рынок промышленных кристаллизаторов оценивается в 3.2 млрд долларов и растёт на 5-7% ежегодно благодаря ужесточению экологических требований.
Кристаллизатор-испаритель
Теория кристаллизации: пересыщение и метастабильная зона
Кристаллизация начинается только при создании пересыщения (Supersaturation — состояние раствора с концентрацией выше равновесной растворимости). Степень пересыщения S определяется как отношение фактической концентрации к равновесной: S = C/C*. При S = 1.0 раствор насыщен, при S > 1.0 — пересыщен. Метастабильная зона (Metastable Zone Width, MSZW — диапазон пересыщения, в котором раствор устойчив без самопроизвольной кристаллизации) для хлорида натрия NaCl составляет S = 1.0-1.03, для сульфата натрия Na₂SO₄ — S = 1.0-1.10. Промышленные кристаллизаторы работают внутри метастабильной зоны: достаточно высокое пересыщение для роста существующих кристаллов, но недостаточное для массовой спонтанной нуклеации.
Температурный коэффициент растворимости (Temperature Coefficient of Solubility — изменение растворимости на градус) определяет выбор типа кристаллизатора. Для NaCl растворимость почти не зависит от температуры: 357 г/л при 0°C и 391 г/л при 100°C, разница всего 10%. Поэтому охлаждающая кристаллизация для хлорида натрия неэффективна — нужна испарительная. Для Na₂SO₄ растворимость резко падает при охлаждении ниже 32.4°C (точка перехода к декагидрату): от 497 г/л при 32°C до 48 г/л при 0°C. Это позволяет применять охлаждающую кристаллизацию с 10-кратным снижением энергозатрат по сравнению с испарительной.
Нуклеация: первичная и вторичная
Нуклеация (Nucleation — образование зародышей кристаллов) бывает первичной и вторичной. Первичная гомогенная нуклеация происходит спонтанно в чистом пересыщенном растворе при S > 1.3-2.0 в зависимости от вещества. Скорость первичной нуклеации B₀ экспоненциально зависит от пересыщения: B₀ = A·exp(-16πγ³V²/(3k³T³(ln S)²)), где γ — поверхностное натяжение кристалл-раствор, V — молярный объём, k — постоянная Больцмана. Первичная гетерогенная нуклеация происходит на посторонних частицах (пыль, стенки аппарата) при меньшем пересыщении S = 1.1-1.5.
Вторичная нуклеация (Secondary Nucleation — образование зародышей от существующих кристаллов) преобладает в промышленных кристаллизаторах и происходит при S = 1.01-1.10. Механизмы вторичной нуклеации: контактная (при соударении кристаллов между собой и со стенками), поверхностная (отрыв микрокристаллов с граней), сдвиговая (в пограничном слое при высоких скоростях потока). Скорость вторичной нуклеации B = kₙ·ΔC^n·M^m, где ΔC — абсолютное пересыщение, M — масса кристаллов в суспензии, показатели n = 1-3, m = 0.5-1.5. Контроль вторичной нуклеации — ключ к получению крупных однородных кристаллов.
Рост кристаллов и распределение по размерам
Линейная скорость роста G (Linear Growth Rate — увеличение размера кристалла в единицу времени) для большинства солей составляет 10⁻⁸-10⁻⁶ м/с (0.036-3.6 мм/час). Скорость роста зависит от пересыщения по степенному закону: G = kG·ΔC^g, где показатель g = 1-2. Для NaCl при пересыщении 3 г/л скорость роста составляет около 0.5 мм/час, для сульфата аммония — 0.2 мм/час. Анизотропия роста (различная скорость на разных гранях) определяет форму кристаллов: кубы, октаэдры, пластинки, иглы.
Распределение кристаллов по размерам CSD (Crystal Size Distribution — функция распределения массы или числа кристаллов по размерам) описывает качество продукта. Коэффициент вариации CV = σ/L̄ (отношение стандартного отклонения к среднему размеру) для хорошо спроектированного кристаллизатора составляет 30-50%. Средний размер L̄ определяется балансом нуклеации и роста: L̄ = 3.67·G·τ для идеального смешанного кристаллизатора MSMPR (Mixed Suspension Mixed Product Removal — смешанная суспензия со смешанным выводом продукта), где τ — время пребывания. Увеличение τ с 2 до 6 часов утраивает средний размер кристаллов.
Выпарные (испарительные) кристаллизаторы
Испарительные кристаллизаторы (Evaporative Crystallizers — аппараты, создающие пересыщение путём удаления растворителя) — основной тип для солей с низким температурным коэффициентом растворимости: NaCl, KCl, NaNO₃. Тепловая нагрузка составляет 2200-2600 кДж/кг испарённой воды с учётом теплоты кристаллизации. При паровом обогреве расход греющего пара 1.1-1.3 кг на кг испарённой воды в одноступенчатой схеме.
Многоступенчатая испарительная кристаллизация (Multiple Effect Crystallization — каскад аппаратов с последовательно снижающимся давлением) снижает энергопотребление до 0.3-0.5 кг пара на кг испарённой воды при 4-6 ступенях. Вторичный пар из первой ступени служит греющим для второй и так далее. Температурный напор на ступень составляет 8-15°C, общий перепад температур 50-80°C. Капитальные затраты растут пропорционально числу ступеней, но окупаются экономией энергии при производительности более 10 т/час испарённой воды.
Механическая рекомпрессия пара MVR (Mechanical Vapor Recompression — сжатие вторичного пара компрессором до параметров греющего) обеспечивает энергопотребление 15-40 кВт·ч на тонну испарённой воды — в 20-50 раз меньше одноступенчатой схемы с паровым обогревом. Компрессор сжимает пар с 0.2-0.5 бар до 0.8-1.5 бар, повышая температуру конденсации на 15-25°C. MVR-кристаллизаторы доминируют в ZLD-системах благодаря минимальным операционным затратам, несмотря на высокие капитальные (компрессор стоит 30-40% от всей установки).
Охладительные кристаллизаторы
Охладительные кристаллизаторы (Cooling Crystallizers — аппараты, создающие пересыщение понижением температуры) применяются для солей с высоким положительным температурным коэффициентом: Na₂SO₄·10H₂O, KNO₃, (NH₄)₂SO₄, органические вещества. Энергопотребление на охлаждение составляет 80-150 кВт·ч на тонну продукта — в 5-10 раз меньше, чем на испарение эквивалентного количества воды. Холод получают от градирен, чиллеров или каскадных холодильных машин.
Поверхностные охладительные кристаллизаторы (Surface Cooled Crystallizers — аппараты с охлаждением через стенку) имеют рубашку или внутренние змеевики. Коэффициент теплопередачи 200-500 Вт/(м²·K) для чистых поверхностей падает до 50-150 Вт/(м²·K) при инкрустации. Скребковые механизмы непрерывно очищают теплопередающие поверхности, позволяя работать с сильно инкрустирующими растворами. Скорость вращения скребков 5-20 об/мин, зазор до стенки 1-5 мм.
Кристаллизаторы прямого контакта (Direct Contact Cooling Crystallizers — охлаждение путём испарения хладагента в растворе) используют пропан, бутан или фреоны, кипящие при температуре ниже рабочей. Хладагент барботирует через раствор, отнимая тепло за счёт скрытой теплоты испарения. Преимущества: отсутствие инкрустирующих поверхностей, высокая интенсивность теплообмена до 2000 Вт/(м²·K). Недостатки: необходимость конденсации и рециркуляции хладагента, риск загрязнения продукта, взрывоопасность при использовании углеводородов.
Вакуумные кристаллизаторы
Вакуумная кристаллизация (Vacuum Crystallization — испарение при пониженном давлении и температуре) объединяет преимущества испарительной и охладительной: пересыщение создаётся одновременно удалением растворителя и снижением температуры. При давлении 30-100 мбар вода кипит при 25-50°C, что позволяет использовать низкопотенциальное тепло или работать адиабатически (без внешнего подвода тепла).
Адиабатические вакуумные кристаллизаторы (Adiabatic Vacuum Crystallizers — аппараты без внешнего теплообмена) снижают температуру раствора за счёт скрытой теплоты испарения. Горячий раствор (60-90°C) поступает в камеру с давлением 100-200 мбар, где мгновенно вскипает. Испарение 10% воды охлаждает раствор на 50-60°C. Процесс называется flash crystallization (мгновенная кристаллизация) и применяется для фосфорной кислоты, глауберовой соли, сульфата аммония.
Многоступенчатая вакуумная кристаллизация MSF (Multi-Stage Flash Crystallization — каскад камер с последовательно снижающимся давлением) использует 3-8 ступеней с давлениями от 0.5 до 0.03 бар. Каждая ступень испаряет 3-8% воды и снижает температуру на 5-15°C. Вторичный пар конденсируется в межступенчатых теплообменниках, нагревая исходный раствор и рекуперируя до 80% тепла. Энергопотребление MSF-кристаллизации составляет 30-60 кВт·ч на тонну продукта при использовании отходящего тепла предприятия.
Реакционная кристаллизация
Реакционная кристаллизация (Reactive Crystallization — образование кристаллов в результате химической реакции) происходит при смешении двух растворимых реагентов с образованием малорастворимого продукта. Примеры: BaCl₂ + Na₂SO₄ → BaSO₄↓ + 2NaCl (сульфат бария, растворимость 0.002 г/л), CaCl₂ + Na₂CO₃ → CaCO₃↓ + 2NaCl (карбонат кальция, 0.015 г/л), FeSO₄ + 2NaOH → Fe(OH)₂↓ + Na₂SO₄ (гидроксид железа, 10⁻⁶ г/л).
Локальное пересыщение в зоне смешения (Local Supersaturation — мгновенное превышение растворимости в точке контакта реагентов) достигает S = 10²-10⁶ и вызывает взрывную первичную нуклеацию с образованием мелкодисперсных частиц размером 0.1-10 мкм. Такие частицы трудно фильтруются и имеют высокую удельную поверхность, что нежелательно для большинства применений.
Контроль смешения (Mixing Control — управление интенсивностью и геометрией ввода реагентов) критически важен для реакционной кристаллизации. Медленное добавление одного реагента к избытку другого при интенсивном перемешивании снижает локальное пересыщение до S = 2-10 и позволяет получать кристаллы размером 50-500 мкм. Время микросмешения (Micromixing Time — время выравнивания концентраций на молекулярном уровне) должно быть меньше времени нуклеации, что требует турбулентного режима с числом Рейнольдса Re > 10⁴. Статические смесители и роторно-пульсационные аппараты обеспечивают контролируемое смешение с воспроизводимым качеством кристаллов.
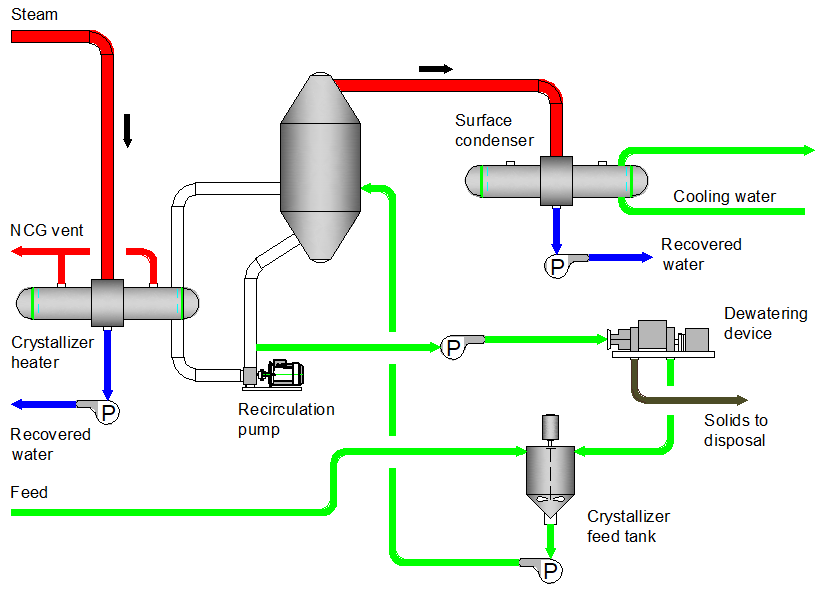
Кристаллизаторы с принудительной циркуляцией (FC)
Кристаллизаторы FC (Forced Circulation Crystallizers — аппараты с внешним контуром циркуляции через теплообменник) — наиболее распространённый промышленный тип для ZLD-систем. Суспензия циркулирует с расходом в 10-50 раз больше расхода питания, проходя через кожухотрубный теплообменник с паровым или термомасляным обогревом. Скорость в трубах 2-4 м/с предотвращает осаждение кристаллов и инкрустацию поверхностей.
Перегрев в теплообменнике (Superheat — превышение температуры над точкой кипения при рабочем давлении) составляет 2-8°C. Перегретая жидкость поступает в сепаратор, где мгновенно вскипает с образованием пересыщения. Высота свободного падения в сепараторе 3-6 м обеспечивает дегазацию и отделение брызг от пара. Соотношение диаметра сепаратора к диаметру циркуляционной трубы составляет 3-5:1.
FC-кристаллизаторы работают с концентрацией кристаллов в суспензии 10-30% масс. (100-300 кг/м³). Нижний предел определяется экономикой (слишком разбавленная суспензия требует большого объёма аппарата), верхний — реологией (вязкость суспензии растёт экспоненциально при концентрации выше 35%). Производительность FC-кристаллизаторов достигает 50-200 т/час испарённой воды при объёме корпуса 100-500 м³. Капитальные затраты составляют 500-1500 долларов на кг/час испарённой воды в зависимости от материалов и комплектации.
DTB-кристаллизаторы
DTB-кристаллизаторы (Draft Tube Baffle Crystallizers — кристаллизаторы с направляющей трубой и отбойником) обеспечивают классификацию кристаллов по размеру внутри аппарата. Центральная циркуляционная труба (Draft Tube — направляющая труба диаметром 0.3-0.5 от диаметра корпуса) создаёт восходящий поток суспензии в центре и нисходящий — у стенок. Кольцевой отбойник (Baffle — перегородка) отделяет зону роста от зоны осветления.
Мелкие кристаллы (Fines — частицы размером менее 50-200 мкм) уносятся восходящим потоком через отбойник в зону осветления, откуда выводятся с осветлённым маточником на растворение или в отдельный испаритель для разрушения. Это уменьшает общее число кристаллов и увеличивает средний размер продукта. Fines destruction (разрушение мелочи) позволяет получать кристаллы размером 0.5-2 мм при времени пребывания 2-4 часа.
Крупные кристаллы оседают в нижнюю коническую часть корпуса, откуда выводятся как продукт. Классифицирующий вывод (Classified Product Removal — отбор крупной фракции из нижней части) даёт продукт с узким распределением по размерам: CV = 20-35% против 40-50% для FC-кристаллизаторов. DTB-кристаллизаторы применяются для производства товарных солей пищевого и технического качества: NaCl, KCl, (NH₄)₂SO₄, Na₂SO₄.
Oslo-кристаллизаторы
Oslo-кристаллизаторы (Oslo Type Crystallizers — кристаллизаторы с псевдоожиженным слоем кристаллов) названы по месту первого промышленного применения в 1920-х годах. Конструкция включает внешний испаритель или охладитель, сепаратор и колонну с псевдоожиженным слоем кристаллов. Осветлённый пересыщенный раствор подаётся в нижнюю часть колонны и проходит вверх через слой кристаллов со скоростью 0.01-0.1 м/с.
Псевдоожиженный слой (Fluidized Bed — слой частиц, поддерживаемых во взвешенном состоянии восходящим потоком) обеспечивает интенсивный массообмен и равномерный рост кристаллов. Скорость псевдоожижения подбирается так, чтобы мелкие кристаллы выносились в верхнюю часть, а крупные оставались в нижней. Это создаёт естественную классификацию с выводом крупного продукта из нижней части колонны.
Oslo-кристаллизаторы производят наиболее крупные и однородные кристаллы: средний размер 1-5 мм, CV = 15-25%. Низкая интенсивность перемешивания минимизирует вторичную нуклеацию и истирание кристаллов. Недостатки: большой объём аппарата (время пребывания 6-24 часа), сложность работы с инкрустирующими растворами, чувствительность к колебаниям расхода. Применение: производство крупнокристаллической соли, сахара, удобрений премиального качества.
Сепарация и промывка кристаллов
Сепарация кристаллов (Solid-Liquid Separation — отделение твёрдой фазы от маточника) выполняется центрифугированием, фильтрацией или комбинацией этих методов. Осадительные центрифуги (Pusher Centrifuges — центрифуги со сталкивающим поршнем) обрабатывают 10-100 т/час суспензии с концентрацией 20-40% и дают продукт влажностью 2-6%. Фильтрующие центрифуги (Peeler Centrifuges — центрифуги с ножевой выгрузкой) работают периодически и обеспечивают влажность 0.5-3% для мелких партий.
Промывка кристаллов (Crystal Washing — удаление маточника с поверхности и из пор) критически важна для качества продукта. Маточник содержит примеси в 2-5 раз более концентрированные, чем исходный раствор. Остаточная влажность 3% при концентрации примесей в маточнике 200 г/л означает загрязнение продукта на 6 г/кг или 0.6%. Промывка чистой водой или насыщенным раствором основного компонента снижает загрязнение в 5-20 раз.
Противоточная промывка (Counter-Current Washing — подача промывной воды навстречу движению кристаллов) минимизирует расход воды и разбавление маточника. Расход промывной воды 0.1-0.3 кг на кг кристаллов снижает содержание примесей на 90-98%. Для пищевой и фармацевтической соли применяется многоступенчатая промывка с финальным ополаскиванием деминерализованной водой. Сушка кристаллов до влажности менее 0.1% выполняется в псевдоожиженных, барабанных или ленточных сушилках при температуре 80-150°C.
Кристаллизация смешанных солей и фракционная кристаллизация
Промышленные рассолы содержат смесь солей с различной растворимостью: NaCl (360 г/л при 25°C), Na₂SO₄ (280 г/л в пересчёте на безводную соль), KCl (340 г/л), CaCl₂ (745 г/л), MgCl₂ (545 г/л). При концентрировании смешанного рассола первой кристаллизуется наименее растворимая соль или соль с наименьшим относительным пересыщением.
Совместная кристаллизация (Co-Crystallization — одновременное выделение нескольких солей) происходит, когда раствор достигает насыщения по двум и более компонентам. Эвтектическая точка (Eutectic Point — состав с минимальной совокупной растворимостью) для системы NaCl-Na₂SO₄-H₂O находится при 33% NaCl и 67% Na₂SO₄ (в пересчёте на сухие соли) и температуре 17°C. При упаривании рассола состав маточника смещается к эвтектике, и кристаллизуется смесь солей.
Фракционная кристаллизация (Fractional Crystallization — последовательное выделение компонентов при разных условиях) позволяет получать чистые соли из смешанных рассолов. Пример для рассола с NaCl и Na₂SO₄: нагрев до 35-40°C растворяет глауберову соль Na₂SO₄·10H₂O, выделяется чистый NaCl; охлаждение до 5-10°C кристаллизует Na₂SO₄·10H₂O из маточника после отделения NaCl. Фракционная кристаллизация требует дополнительного оборудования и энергии, но продукты имеют товарную ценность: чистая соль стоит 50-200 долларов за тонну против 20-50 долларов за смешанный продукт.
Кристаллизация в ZLD-системах
Кристаллизатор — финальный элемент ZLD-системы (Zero Liquid Discharge — технология нулевого жидкого сброса), принимающий концентрат после выпарных установок с TDS 200-350 г/л. Типичная ZLD-цепочка: предочистка → обратный осмос (Recovery — водоизвлечение 70-85%) → концентратор на базе BC/HPRO (Recovery 85-95%) → выпарная установка (концентрирование до 250-350 г/л) → кристаллизатор. Кристаллизатор обрабатывает 1-5% исходного объёма воды, но потребляет 30-50% общей энергии системы.
Материальный баланс ZLD-кристаллизатора: при входной концентрации 300 г/л и степени испарения 90% выход кристаллов составляет 333 кг на тонну испарённой воды. Для завода с расходом сточных вод 1000 м³/сутки и TDS 5000 мг/л кристаллизатор производит 5-7 тонн смешанных солей в сутки. Дистиллят из кристаллизатора имеет TDS менее 50 мг/л и возвращается в процесс или систему водоснабжения.
Интеграция кристаллизатора с предприятием (Plant Integration — использование отходящего тепла и синергия с основным производством) снижает энергозатраты на 30-60%. Горячие дымовые газы, пар из турбины, тепло экзотермических реакций используются для обогрева кристаллизатора. На химических и нефтехимических заводах доступно 10-50 МВт сбросного тепла, достаточного для кристаллизации 5-25 т/час воды.
Удельное энергопотребление кристаллизаторов варьируется в широких пределах в зависимости от конфигурации. Одноступенчатый испарительный кристаллизатор с паровым обогревом потребляет 650-750 кВт·ч тепловой энергии на тонну испарённой воды (2300-2700 МДж/т). Трёхступенчатая схема снижает потребление до 250-350 кВт·ч/т, пятиступенчатая — до 150-200 кВт·ч/т. MVR-кристаллизатор потребляет 15-40 кВт·ч электроэнергии на тонну, что эквивалентно 45-120 кВт·ч/т тепловой с учётом КПД электростанции.
Термическая рекомпрессия пара TVR (Thermal Vapor Recompression — сжатие вторичного пара эжектором с использованием острого пара) занимает промежуточное положение: энергопотребление 400-500 кВт·ч/т при меньших капитальных затратах, чем MVR. TVR применяется при наличии дешёвого пара среднего давления 5-15 бар.
Оптимизация работы кристаллизатора включает поддержание пересыщения в метастабильной зоне (контроль температуры ±0.5°C, уровня ±2%), минимизацию инкрустации теплообменников (скорость в трубах более 2.5 м/с, периодическая промывка), баланс нуклеации и роста для целевого размера кристаллов. Автоматизированные системы управления APC (Advanced Process Control — усовершенствованное управление процессом) повышают производительность на 5-15% и снижают энергопотребление на 3-8%.
Материалы и коррозия
Агрессивность концентрированных рассолов (Corrosivity — способность вызывать коррозию) на порядок выше разбавленных растворов. Скорость коррозии углеродистой стали в 20% растворе NaCl составляет 0.5-2 мм/год, в насыщенном — 2-5 мм/год. Присутствие хлоридов при повышенной температуре вызывает питтинговую и щелевую коррозию нержавеющих сталей 304 и 316.
Материалы для кристаллизаторов выбираются по критической температуре питтинга CPT (Critical Pitting Temperature — минимальная температура образования питтинга в стандартном тесте). Для раствора с 25% NaCl: сталь 316L — CPT 15°C (непригодна), сталь 904L — CPT 40°C (ограниченно пригодна), дуплекс 2205 — CPT 50°C, супердуплекс 2507 — CPT 75°C, суперсплав C-276 — CPT более 100°C. Титан Grade 2 устойчив к хлоридам, но разрушается в присутствии фтор-ионов более 10 мг/л.
Футеровка и покрытия (Lining and Coatings — защитные слои на внутренних поверхностях) снижают стоимость при сохранении коррозионной стойкости. Резиновая футеровка толщиной 3-6 мм защищает углеродистую сталь до температуры 80-100°C. Стеклоэмаль выдерживает до 250°C, но чувствительна к механическим повреждениям. Полимерные покрытия PVDF и ECTFE применяются для труб и мелких аппаратов. Стоимость футерованного аппарата составляет 40-60% от цельнометаллического из спецсплавов.
Проектирование и масштабирование
Лабораторные испытания (Lab Testing — определение параметров кристаллизации на малых объёмах) включают построение кривой растворимости, определение ширины метастабильной зоны, измерение кинетики нуклеации и роста. Объём лабораторного кристаллизатора 0.5-5 л, длительность эксперимента 4-24 часа. Результаты дают базовые параметры для проектирования, но прямой масштаб невозможен из-за различия гидродинамики.
Пилотные испытания (Pilot Testing — проверка на промежуточном масштабе 1-10% от промышленного) критически важны для кристаллизаторов. Объём пилотной установки 100-1000 л, производительность 10-100 кг/час кристаллов. Пилотные испытания длительностью 1-4 недели подтверждают выбор конструкции, определяют режимы промывки теплообменников, верифицируют качество продукта.
Масштабирование кристаллизаторов (Scale-Up — переход от пилотных к промышленным размерам) выполняется по критериям подобия: время пребывания, удельная мощность перемешивания, пересыщение на единицу объёма, скорости в трубах и каналах. Коэффициент масштаба (Scale Factor — отношение характерных размеров промышленного и пилотного аппаратов) редко превышает 10-20 для одной ступени масштабирования. Крупные кристаллизаторы (более 100 м³) часто выполняются как несколько параллельных линий для снижения риска масштабирования.
Смешанные соли из ZLD-кристаллизаторов (Mixed Salts — продукт совместной кристаллизации нескольких компонентов) классифицируются как промышленные отходы III-IV класса опасности в России или non-hazardous industrial waste в США при отсутствии токсичных компонентов. Тест TCLP (Toxicity Characteristic Leaching Procedure — процедура определения выщелачиваемости токсичных веществ) определяет класс опасности: если содержание тяжёлых металлов в выщелачивании превышает пределы (свинец 5 мг/л, хром 5 мг/л, кадмий 1 мг/л), соли классифицируются как опасные.
Варианты утилизации зависят от состава. Чистый NaCl (более 95%) продаётся как техническая или дорожная соль по цене 30-80 долларов за тонну. Смеси NaCl/Na₂SO₄ используются в производстве стекла и моющих средств. Соли с высоким содержанием хлорида кальция применяются как противогололёдные реагенты. Соли с тяжёлыми металлами требуют стабилизации цементом или захоронения на полигоне опасных отходов по цене 100-300 долларов за тонну.
Хранение кристаллического продукта (Storage — складирование до отгрузки или утилизации) требует защиты от влаги. Гигроскопичные соли CaCl₂, MgCl₂ расплываются при влажности воздуха более 30-40%. Бункеры и силосы должны иметь герметичные люки и систему осушки воздуха. Открытое хранение допускается только для NaCl в климате с влажностью менее 60%.
Преимущества
- •Достижение истинного ZLD с конверсией жидкого концентрата в твёрдый продукт
- •Получение сухого кристаллического продукта влажностью 0.1-5%
- •Возможность рекуперации ценных солей для продажи или возврата в процесс
- •Минимальный объём отходов: 0.5-2% от исходного объёма воды
- •Высокое качество дистиллята с TDS менее 50 мг/л
- •MVR-технология снижает энергопотребление до 15-40 кВт·ч/т испарённой воды
- •DTB и Oslo кристаллизаторы производят крупные однородные кристаллы товарного качества
- •Фракционная кристаллизация позволяет разделять смеси солей
Ограничения
- •Высокие капитальные затраты: 1000-3000 долларов на кг/час испарённой воды
- •Высокое энергопотребление испарительных кристаллизаторов без рекуперации: 50-100 кВт·ч/м³
- •Коррозия и износ в агрессивных концентрированных рассолах требуют дорогих материалов
- •Смешанный солевой продукт имеет ограниченную ценность: 20-50 долларов за тонну или требует затрат на утилизацию
- •Сложность обслуживания: инкрустация теплообменников, очистка и ремонт
- •Необходимость квалифицированного персонала для управления процессом кристаллизации
- •Чувствительность к колебаниям состава и расхода питающего рассола
Нужна консультация по водоподготовке?
Рассчитаем технологию, подберём оборудование и ответим на вопросы. Ответим в течение 24 часов.