Электродеионизация (EDI)
EDI — непрерывный процесс глубокой деминерализации воды, сочетающий ионный обмен и электродиализ без использования химических реагентов.
Электродеионизация (EDI, Electrodeionization) — непрерывный процесс глубокой деминерализации воды, сочетающий ионный обмен и электродиализ в одном модуле. Удельное сопротивление продукта: 15-18.2 МОм·см (мегаом-сантиметр, эквивалент проводимости < 0.07 мкСм/см). EDI не требует химических реагентов для регенерации смол (в отличие от ионного обмена с циклами HCl/NaOH), работает непрерывно под действием постоянного тока 2-10 А/модуль. Критичные требования к исходной воде: TDS (Total Dissolved Solids, общее солесодержание) < 50 мг/л (обязательная предподготовка RO, Reverse Osmosis, обратный осмос), CO₂ < 5 мг/л (угольная кислота разрушает модули за 2-3 года вместо 5-7 лет), жёсткость < 0.5 мг/л CaCO₃ (карбонат кальция). Применение: ультрачистая вода для полупроводников, фармацевтика, энергетические котлы высокого давления (> 100 бар). Энергопотребление: 0.2-0.5 кВт·ч/м³ (в 3-5 раз ниже, чем ионный обмен с учётом регенерации).
Промышленный модуль EDI

Физико-химический принцип электродеионизации
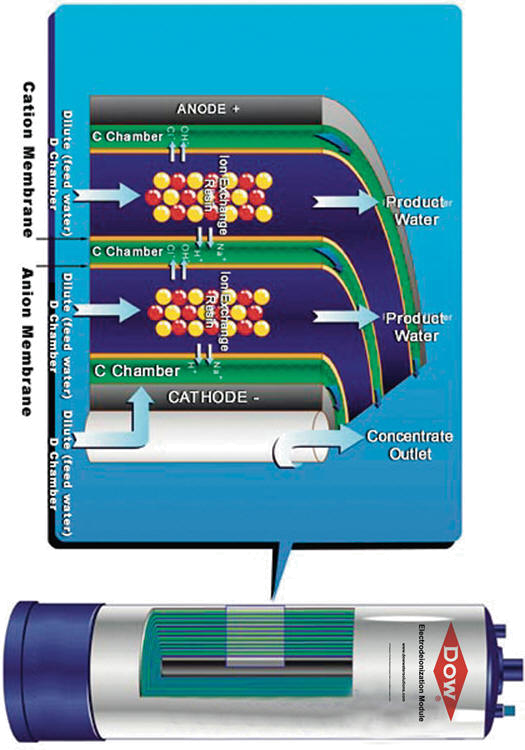
Структура модуля EDI: Модуль состоит из чередующихся камер деионизации (дилуат) и концентрирования (концентрат), разделённых ионоселективными мембранами:
- Катионные мембраны (CEM, Cation Exchange Membrane): пропускают только положительные ионы (Na⁺, Ca²⁺, Mg²⁺)
- Анионные мембраны (AEM, Anion Exchange Membrane): пропускают только отрицательные ионы (Cl⁻, SO₄²⁻, HCO₃⁻)
- Камеры дилуата: заполнены смешанным слоем катионной и анионной смолы (Mixed Bed, MB), через них проходит деминерализуемая вода
- Камеры концентрата: собирают удалённые ионы, сбрасываются в дренаж или возвращаются на вход RO
Механизм непрерывной деионизации:
-
Ионный обмен в камере дилуата:
- Катионная смола (R-SO₃⁻H⁺) поглощает катионы: 2R-H⁺ + Ca²⁺ → R₂-Ca + 2H⁺
- Анионная смола (R-N⁺OH⁻) поглощает анионы: R-OH⁻ + Cl⁻ → R-Cl + OH⁻
- Вода диссоциирует на H⁺ и OH⁻ (H₂O ⇌ H⁺ + OH⁻), поддерживая процесс
-
Миграция ионов через мембраны:
- Под действием постоянного электрического поля (200-600 В на модуль) ионы движутся к электродам
- Катионы (Ca²⁺, Mg²⁺, Na⁺) мигрируют к катоду (отрицательный электрод) через катионные мембраны
- Анионы (Cl⁻, SO₄²⁻, HCO₃⁻) мигрируют к аноду (положительный электрод) через анионные мембраны
- Ионы накапливаются в камерах концентрата, откуда удаляются потоком воды
-
Электрохимическая регенерация смолы (ключевое отличие от ионного обмена!):
- На границе смола/вода происходит электролиз: 2H₂O → 4H⁺ + 4OH⁻ + O₂↑ + 2H₂↑
- Ионы H⁺ регенерируют катионную смолу: R₂-Ca + 2H⁺ → 2R-H⁺ + Ca²⁺
- Ионы OH⁻ регенерируют анионную смолу: R-Cl + OH⁻ → R-OH⁻ + Cl⁻
- Регенерация происходит непрерывно, без остановки процесса и без химических реагентов
Производительность и селективность:
- Степень деионизации: 95-99% (зависит от исходного TDS и тока)
- Удаление слабых ионов (SiO₂, CO₂, NH₃): 80-95% (ниже, чем сильных электролитов)
- Удаление бора (B): 50-70% (слабая кислота H₃BO₃, требуется высокий pH или двухпроходный EDI)
- Скорость потока через модуль: 10-30 л/мин на элемент (зависит от размера модуля)
Ток и напряжение:
- Рабочий ток: 2-10 А на модуль (зависит от производительности и TDS исходной воды)
- Напряжение: 200-600 В (зависит от количества элементов в стеке)
- Плотность тока: 50-150 мА/см² (на мембране)
- Энергопотребление: 0.2-0.5 кВт·ч/м³ продукта
Принцип работы EDI
Критичные требования к исходной воде
EDI крайне чувствителен к качеству исходной воды. Несоблюдение требований ведёт к быстрой деградации модулей (срок службы сокращается с 5-7 лет до 2-3 лет или ещё меньше).
Обязательная предподготовка RO:
- TDS (Total Dissolved Solids, общее солесодержание): < 50 мг/л (оптимально < 25 мг/л)
- Проводимость: < 80 мкСм/см (оптимально < 40 мкСм/см)
- При TDS > 50 мг/л перегрузка модулей: рост тока на 50-100%, перегрев, ускоренное старение мембран и смолы
CO₂ (угольная кислота) — главный враг EDI:
- Требование: < 5 мг/л (обязательна дегазация CO₂ мембранным контактором или вакуумной башней)
- CO₂ растворяется в воде с образованием H₂CO₃ (угольная кислота) → диссоциация на HCO₃⁻ (гидрокарбонат) и CO₃²⁻ (карбонат)
- HCO₃⁻ — слабый ион, плохо удаляется EDI (требует высокого тока → перерасход энергии)
- CO₃²⁻ + Ca²⁺ → CaCO₃↓ (карбонат кальция, накипь внутри камер дилуата и концентрата)
- Последствия: закупорка каналов за 6-12 месяцев, необратимое снижение производительности, требуется разборка и чистка (стоимость 100-300 тыс руб + простой 3-7 дней)
Жёсткость остаточная:
- Требование: < 0.5 мг/л CaCO₃ (< 0.01 °Ж, практически полное умягчение после RO)
- При жёсткости > 1 мг/л: осаждение CaCO₃/CaSO₄ в камерах концентрата за 3-6 месяцев
- Чистка: периодическая промывка 2-5% раствором HCl (соляная кислота) + деминерализованная вода
Кремний (SiO₂):
- Требование: < 0.5 мг/л (после RO обычно < 0.2 мг/л при правильной работе)
- Реактивный SiO₂ полимеризуется в коллоидный (нерастворимый) при концентрировании > 150-200 мг/л
- Последствия: отложения на мембранах, снижение тока, требуется чистка щелочью (1-2% NaOH)
Органические загрязнения (TOC, Total Organic Carbon):
- Требование: < 0.5 мг/л (RO снижает до 0.1-0.3 мг/л)
- Органика блокирует поры смолы и мембран, снижает проводимость ионов
- Особенно критичны: гуминовые кислоты, ПАВ (поверхностно-активные вещества), масла
Хлор остаточный:
- Требование: < 0.05 мг/л (для полиамидных мембран в составе EDI-стека)
- Большинство модулей EDI содержат полиамидные прокладки, чувствительные к окислителям
Режимы отказа и деградация модулей EDI
Модули EDI служат 5-7 лет при соблюдении всех требований. Типичные причины раннего выхода из строя (2-4 года):
1. Образование накипи (scaling) от CO₂:
- Причина: CO₂ > 5 мг/л, отсутствие дегазатора CO₂
- Признаки: рост напряжения на модуле > 50 В/год (вместо стабильных 200-400 В), снижение производительности 10-20%, увеличение проводимости продукта с 0.055 мкСм/см до 0.1-0.2 мкСм/см
- Последствия: CaCO₃ откладывается в камерах концентрата и на мембранах, блокирует проход ионов, через 12-18 месяцев — полная закупорка
- Стоимость восстановления: разборка модуля, чистка 2-5% HCl (2-3 часа выдержка), проверка мембран — 100-300 тыс руб + простой 3-7 дней
2. Биообрастание (biofouling):
- Причина: бактерии в исходной воде (> 100 КОЕ/мл, Colony Forming Units), органика > 0.5 мг/л TOC
- Признаки: рост проводимости продукта (проскок ионов через биоплёнку), снижение тока (биоплёнка изолирует), неприятный запах
- Последствия: биоплёнка блокирует каналы и мембраны за 6-12 месяцев, необходима санитарная обработка
- Санитарная обработка: циркуляция 0.5-1% NaOCl (гипохлорит натрия) или H₂O₂ (перекись водорода) 30 минут, затем тщательная отмывка деминерализованной водой — стоимость 50-150 тыс руб
3. Механическое повреждение мембран:
- Причина: гидроудары (резкие скачки давления), превышение максимального давления (обычно 4-6 бар), абразивные частицы (пропуск фильтрации < 5 мкм)
- Признаки: резкий рост проводимости продукта (проскок ионов через трещину в мембране), падение давления дилуата
- Последствия: необратимое повреждение, требуется замена модуля целиком — стоимость 0.8-2 млн руб (в зависимости от производительности)
4. Истощение смолы:
- Причина: механическое истирание гранул смолы (усадка/набухание при циклах тока), химическая деградация (окислители), биообрастание
- Признаки: постепенный рост проводимости продукта (снижение ёмкости смолы), необходимость увеличения тока для поддержания качества
- Последствия: через 5-8 лет работы требуется замена смолы (если модуль разборный) — стоимость 200-500 тыс руб, или замена модуля целиком
CO₂ > 5 мг/л в исходной воде (после RO):
- Образование накипи CaCO₃ в камерах за 6-12 месяцев
- Рост напряжения на модуле > 100 В/год (перегрев, ускоренное старение)
- Необходимость чистки HCl каждые 6-12 месяцев (вместо 1-2 раз за срок службы)
- Сокращение срока службы модулей с 5-7 лет до 2-3 лет
- Стоимость преждевременной замены модуля: 0.8-2 млн руб (для системы 1-5 м³/ч)
Обязательная дегазация CO₂:
- Мембранный дегазатор (contactor): 0.3-0.8 млн руб (CAPEX), CO₂ < 1 мг/л
- Вакуумная башня дегазации: 0.5-1.5 млн руб (CAPEX), CO₂ < 2 мг/л
- Альтернатива: повышение pH до 10-11 дозированием NaOH (CO₂ переходит в HCO₃⁻/CO₃²⁻), но увеличивает нагрузку на EDI
Контроль качества исходной воды (обязательный мониторинг):
- TDS: < 50 мг/л (онлайн кондуктометр)
- CO₂: < 5 мг/л (лабораторный анализ 1 раз в неделю или онлайн анализатор CO₂)
- Жёсткость: < 0.5 мг/л CaCO₃ (титрование EDTA)
- TOC: < 0.5 мг/л (анализатор TOC)
Области применения EDI
Ультрачистая вода для полупроводников (УЧВ, UPW):
- Требования: удельное сопротивление > 18.2 МОм·см, TOC < 5 ppb (parts per billion, миллиардные доли), частицы < 0.05 мкм
- Схема: RO → дегазация CO₂ → EDI (первая ступень) → полировка Mixed Bed (смешанный слой катионита и анионита) → УФ 185/254 нм (окисление органики) → фильтрация 0.02 мкм
- Производительность: 1-50 м³/ч на fab (fabrication facility, производство чипов)
- CAPEX: 5-15 млн руб на 10 м³/ч (с учётом всей схемы)
Фармацевтика (WFI, Water For Injection, вода для инъекций):
- Требования: проводимость < 1.3 мкСм/см при 25°C, TOC < 500 ppb, эндотоксины < 0.25 EU/мл (Endotoxin Units)
- Схема: RO → EDI (удельное сопротивление 10-15 МОм·см) → многоколонный дистиллятор (финальная ступень для WFI по USP/EP, United States Pharmacopeia/European Pharmacopoeia)
- EDI заменяет ионный обмен (исключает риск загрязнения реагентами регенерации)
- Производительность: 0.5-10 м³/ч на завод
- CAPEX: 3-8 млн руб на 5 м³/ч
Энергетические котлы высокого давления (> 100 бар):
- Требования: проводимость < 0.2 мкСм/см, SiO₂ < 0.02 мг/л, Na < 0.01 мг/л
- Схема: RO → дегазация CO₂ → EDI → полировка MB (опционально для сверхкритических котлов > 220 бар)
- EDI экономичнее ионного обмена: нет затрат на HCl/NaOH (30-50 руб/м³), нет простоев на регенерацию
- Производительность: 10-200 м³/ч на котельную
- CAPEX: 4-12 млн руб на 50 м³/ч; OPEX: 5-10 руб/м³ (электроэнергия + замена модулей через 5-7 лет)
Лаборатории (Type I вода):
- Требования: удельное сопротивление > 18 МОм·см, TOC < 10 ppb
- Компактные системы RO + EDI: 0.05-0.5 м³/ч
- CAPEX: 0.5-2 млн руб; OPEX: 10-20 руб/л (малые объёмы)
Критично: ограничение по солесодержанию исходной воды: EDI требует обязательной предподготовки RO (обратный осмос) для снижения TDS < 50 мг/л. При подаче воды с TDS > 100 мг/л напрямую на EDI происходит перегрузка модулей, перерасход электроэнергии в 3-5 раз, деградация смол за 1-2 года вместо 5-7 лет. Для солоноватой воды (TDS 1000-5000 мг/л) сначала применяют одно- или двухступенчатый RO (снижение до 10-50 мг/л), затем EDI или ионный обмен.
Экономика EDI: CAPEX и OPEX
Система RO + дегазация CO₂ + EDI (производительность 5 м³/ч):
- CAPEX (капитальные затраты): 3-6 млн руб
- RO (обратный осмос): 1.5-2.5 млн руб (мембраны, насосы, автоматика)
- Дегазатор CO₂ (мембранный контактор): 0.3-0.8 млн руб
- EDI-модуль: 0.8-2 млн руб (зависит от производителя: GE, Evoqua, Suez)
- Монтаж, трубопроводы, КИПиА (контрольно-измерительные приборы и автоматика): 0.5-1 млн руб
- OPEX (операционные расходы): 5-12 руб/м³
- Электроэнергия: 0.7-1.2 кВт·ч/м³ (RO 0.5-0.7 + EDI 0.2-0.5) × 6 руб/кВт·ч = 4-7 руб/м³
- Замена картриджей предфильтров (5 мкм, угольный): 1-2 руб/м³
- Замена RO мембран (каждые 3-5 лет): 1-2 руб/м³
- Замена EDI модуля (каждые 5-7 лет): 1-2 руб/м³
- Санитарная обработка (1-2 раза в год): 0.5-1 руб/м³
- Сервис (калибровка, замена расходников): 0.5-1 руб/м³
Сравнение EDI vs ионный обмен (Mixed Bed, MB):
EDI (непрерывная деионизация):
- CAPEX: 3-6 млн руб на 5 м³/ч
- OPEX: 5-12 руб/м³ (только энергия и расходники, НЕТ реагентов)
- Качество продукта: 15-18.2 МОм·см стабильно
- Простои: 0 (непрерывная работа)
- Обслуживание: минимальное (санитарная обработка 1-2 раза в год)
- Окупаемость vs MB: 2-4 года (за счёт экономии на реагентах и отсутствия простоев)
Ионный обмен MB (периодическая регенерация):
- CAPEX: 2-4 млн руб на 5 м³/ч (дешевле EDI на 20-40%)
- OPEX: 30-60 руб/м³
- Реагенты: HCl (соляная кислота 10-15%) + NaOH (едкий натр 4-8%) = 20-40 руб/м³
- Утилизация регенерата (кислые и щелочные стоки): 5-10 руб/м³
- Замена смолы (каждые 3-5 лет): 3-5 руб/м³
- Сервис (регенерация вручную или автомат): 2-5 руб/м³
- Качество продукта: 5-18 МОм·см (деградация от 18 до 5 МОм·см между регенерациями)
- Простои: 2-4 часа на регенерацию каждые 24-72 часа работы
- Обслуживание: высокое (контроль регенерации, хранение реагентов, нейтрализация стоков)
Вывод: EDI выгоднее MB при:
- Требованиях к постоянному качеству воды (> 15 МОм·см 24/7)
- Отсутствии возможности хранить/использовать опасные реагенты (HCl, NaOH)
- Высоких расходах воды (> 2 м³/ч), где экономия на реагентах окупает CAPEX за 2-4 года
Инженеры ВАКО помогут выбрать конфигурацию системы EDI с учётом требований к качеству продукта (удельное сопротивление, TOC, SiO₂), качества исходной воды (TDS, CO₂, жёсткость), производительности. Рассчитаем необходимость дегазации CO₂, определим схему предподготовки RO, подберём модули EDI (GE, Evoqua, Suez) с гарантией достижения параметров. Консультация: +7 (989) 122-83-08
Экспертные нюансы проектирования и эксплуатации EDI
Выбор производителя модулей EDI:
- GE (General Electric) E-Cell: классические модули, высокая надёжность, срок службы 5-7 лет, CAPEX выше на 20-30% vs конкуренты
- Evoqua (бывший Ionpure) IP: оптимальное соотношение цена/качество, широкий модельный ряд (0.5-50 м³/ч)
- Suez (бывший GE Water) Opti-Cell: компактные модули, низкое энергопотребление (0.15-0.3 кВт·ч/м³)
- Китайские производители (SnowPure, Hangzhou): CAPEX ниже на 40-60%, но срок службы 3-5 лет, риски по качеству
Расчёт производительности:
- Формула: Q_product = Q_feed × Recovery, где Recovery (степень извлечения) = 85-95% (типично 90%)
- Концентрат (reject): 5-15% от подачи, возвращается на вход RO или сбрасывается
- Пример: Q_feed = 5.5 м³/ч, Recovery = 90% → Q_product = 5 м³/ч, Q_concentrate = 0.5 м³/ч
Контроль качества продукта:
- Онлайн-мониторинг: удельное сопротивление (> 15 МОм·см), температура (автоматическая компенсация к 25°C)
- Лабораторный контроль: 1 раз в неделю — проводимость, SiO₂, TOC, Na, pH
- Критерий замены модуля: удельное сопротивление падает ниже 10 МОм·см при максимальном токе
Типичные ошибки проектирования:
- Отсутствие дегазации CO₂ (CO₂ > 5 мг/л) — сокращение срока службы модулей в 2-3 раза
- Недостаточная производительность RO (TDS > 50 мг/л на входе EDI) — перегрузка модулей
- Отсутствие онлайн-мониторинга проводимости продукта — несвоевременное обнаружение деградации
- Использование жёсткой воды (> 1 мг/л CaCO₃) — накипь в камерах за 6-12 месяцев
- Экономия на дегазаторе CO₂ (замена на повышение pH дозированием NaOH) — увеличение нагрузки на EDI, рост энергопотребления на 30-50%
Санитарная обработка (периодичность: 1-2 раза в год):
- Циркуляция 0.5-1% NaOCl (гипохлорит натрия) или 3-5% H₂O₂ (перекись водорода) 30-60 минут при 25-30°C
- Отмывка деминерализованной водой до остаточного хлора < 0.05 мг/л или H₂O₂ < 1 мг/л
- Проверка удельного сопротивления продукта (должно восстановиться до > 15 МОм·см)
- Стоимость: 50-150 тыс руб (реагенты + работа + простой 4-8 часов)
Инженеры ВАКО помогут:
- Провести анализ исходной воды (TDS, CO₂, жёсткость, SiO₂, TOC) и определить требуемую схему предподготовки (RO + дегазация CO₂)
- Рассчитать производительность системы EDI с учётом пиковых и средних расходов, степени извлечения (Recovery 85-95%)
- Подобрать модули EDI с оптимальным соотношением CAPEX (капитальных затрат) и OPEX (операционных расходов) для конкретного применения
- Разработать схему онлайн-мониторинга (проводимость, температура, ток, напряжение) для предупреждения аварийных ситуаций
- Подготовить ТЭО (технико-экономическое обоснование) с расчётом CAPEX, OPEX на 10 лет, сравнением EDI vs ионный обмен MB
- Разработать технологическую схему с гарантией достижения удельного сопротивления > 15-18 МОм·см
Обсудить проект: +7 (989) 122-83-08 или info@vaco-eng.ru
Нужна консультация по водоподготовке?
Рассчитаем технологию, подберём оборудование и ответим на вопросы. Ответим в течение 24 часов.