Электрокоагуляция
Электрокоагуляция — процесс очистки воды с использованием электрохимического растворения металлических электродов. Эффективна для удаления масел, тяжёлых металлов и взвесей.
Электрокоагуляция (Electrocoagulation, EC — электрохимическая коагуляция) — процесс очистки воды, при котором коагулянт образуется непосредственно в реакторе за счёт анодного растворения металлических электродов. При пропускании постоянного тока через воду алюминиевый или железный анод растворяется, выделяя ионы Al3+ или Fe2+/Fe3+, которые гидролизуются с образованием хлопьев гидроксидов. Одновременно на катоде выделяются пузырьки водорода, обеспечивающие флотацию. Эффективность удаления загрязнителей: масла и нефтепродукты 95-99%, тяжёлые металлы 90-99%, взвешенные вещества 90-98%, фосфаты 80-95%. Расход электродов: 0.2-1.0 кг Al или 0.5-2.0 кг Fe на 1 кг удалённых загрязнителей. Энергопотребление: 0.5-5 кВт·ч/м3 в зависимости от концентрации загрязнителей.
Схема электрокоагуляции
Принцип работы
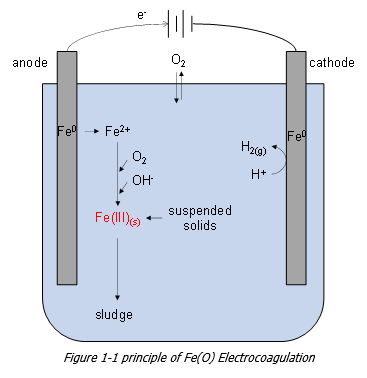
Электрокоагуляция объединяет три механизма очистки в одном реакторе. Первый механизм — собственно коагуляция: ионы металла, выделяющиеся с анода, гидролизуются в воде с образованием гидроксидов Al(OH)3 или Fe(OH)3. Эти гидроксиды имеют развитую поверхность и положительный заряд, что позволяет им адсорбировать и нейтрализовать отрицательно заряженные коллоидные частицы, эмульгированные масла и растворённые органические вещества.
Второй механизм — электрофлотация (Electroflotation — всплытие частиц за счёт пузырьков газа). На катоде происходит электролиз воды с выделением водорода: 2H2O + 2e- → H2 + 2OH-. Пузырьки водорода имеют размер 20-50 мкм — значительно меньше, чем при напорной флотации (50-100 мкм). Мелкие пузырьки эффективнее захватывают хлопья и выносят их на поверхность.
Третий механизм — электроокисление (Electrooxidation — окисление веществ на электродах). На аноде генерируются активные формы кислорода, окисляющие органические соединения. При использовании железных электродов Fe2+ окисляется до Fe3+, что усиливает коагуляцию. Совокупность этих механизмов обеспечивает глубокую очистку за время обработки 5-30 минут.
Химия процесса
Электрохимические реакции на электродах
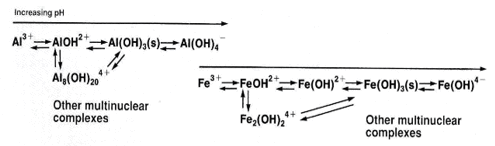
На аноде происходит окисление металла электрода. Для алюминиевого анода: Al → Al3+ + 3e-. Стандартный потенциал этой реакции составляет -1.66 В. Образовавшиеся ионы алюминия немедленно гидролизуются: Al3+ + 3H2O → Al(OH)3 + 3H+. При pH 6-8 гидроксид алюминия существует в виде аморфных хлопьев с площадью поверхности 200-400 м2/г.
Для железного анода реакция протекает в два этапа. Первичное окисление: Fe → Fe2+ + 2e- (потенциал -0.44 В). Затем в присутствии растворённого кислорода происходит доокисление: 4Fe2+ + O2 + 2H2O → 4Fe3+ + 4OH-. Гидроксид железа Fe(OH)3 образует хлопья с площадью поверхности 150-300 м2/г.
На катоде независимо от материала анода идёт восстановление воды: 2H2O + 2e- → H2 + 2OH-. Выделение гидроксид-ионов повышает pH в прикатодной зоне до 10-12, что ускоряет гидролиз ионов металлов и осаждение тяжёлых металлов в виде гидроксидов. Суммарный расход электричества по закону Фарадея: для растворения 1 кг алюминия требуется 2980 А·ч, для 1 кг железа — 960 А·ч (Fe2+) или 1440 А·ч (Fe3+).
Типы электродов: алюминий и железо
Алюминиевые электроды применяют для очистки воды с нейтральным или слабощелочным pH (6.5-8.5). Алюминий эффективен при удалении фторидов (образуется малорастворимый AlF3), фосфатов, красителей и коллоидных частиц. Расход алюминия составляет 0.2-0.5 кг на 1 кг удалённых загрязнителей. Стоимость алюминиевых пластин: 250-350 руб/кг. Недостаток алюминия — остаточная концентрация Al3+ в очищенной воде может превышать ПДК 0.5 мг/л при избыточной дозе коагулянта.
Железные электроды оптимальны для кислых и нейтральных сточных вод (pH 4-8). Железо лучше удаляет сульфиды, арсенаты, хроматы и органические соединения за счёт восстановительных свойств Fe2+. Расход железа выше: 0.5-1.5 кг на 1 кг загрязнителей. Стоимость стальных пластин: 80-120 руб/кг, что компенсирует повышенный расход. Образующийся осадок с железом легче обезвоживается и имеет лучшие седиментационные свойства.
Гибридные системы используют чередующиеся алюминиевые и железные электроды или последовательные ячейки с разными материалами. Такой подход позволяет удалять широкий спектр загрязнителей: сначала железная ячейка восстанавливает Cr6+ до Cr3+, затем алюминиевая обеспечивает глубокую коагуляцию.
Конструкция реакторов: периодические и проточные
Реакторы периодического действия (Batch reactors — реакторы с порционной загрузкой) применяют при расходах до 5-10 м3/ч и переменном составе стоков. Конструкция: прямоугольная ёмкость объёмом 0.5-5 м3 с вертикально установленными пластинчатыми электродами. Цикл обработки: заполнение (5-10 мин), электрокоагуляция (10-30 мин), отстаивание или флотация (15-30 мин), слив осветлённой воды и удаление осадка. Преимущества: простота конструкции, возможность адаптации режима под конкретную партию стоков, лёгкость обслуживания электродов.
Проточные реакторы (Continuous flow reactors — реакторы непрерывного действия) используют при стабильном составе стоков и расходах от 5 до 500 м3/ч. Типичная конструкция — горизонтальный прямоугольный канал с последовательно установленными пакетами электродов. Время пребывания воды: 5-15 минут. После электрокоагуляционной зоны вода поступает во флотатор или отстойник. Производительность одного модуля: 10-50 м3/ч при габаритах 2x1x1.5 м.
Трубчатые реакторы (Tubular reactors) — компактное решение для небольших расходов. Внешний электрод — труба диаметром 100-300 мм, внутренний — стержень или труба меньшего диаметра. Вода движется в кольцевом зазоре 10-30 мм. Преимущество: равномерное распределение тока и высокая турбулентность, препятствующая образованию отложений.
Плотность тока и расход электродов
Плотность тока (Current density — сила тока на единицу площади электрода) — ключевой параметр, определяющий скорость растворения электродов и эффективность очистки. Рабочий диапазон: 10-100 А/м2 для большинства применений. При плотности ниже 10 А/м2 процесс идёт слишком медленно, выше 100 А/м2 — начинается интенсивное газообразование и пассивация.
Расход электродов рассчитывается по закону Фарадея: m = I × t × M / (n × F), где I — ток (А), t — время (с), M — молярная масса металла (Al = 27, Fe = 56 г/моль), n — число электронов (Al = 3, Fe = 2), F — постоянная Фарадея (96485 Кл/моль). На практике расход на 10-20% выше теоретического из-за химического растворения и неравномерного износа.
Пример расчёта для алюминия: при токе 100 А за 1 час растворяется 100 × 3600 × 27 / (3 × 96485) = 33.6 г алюминия. Для очистки 10 м3 стоков с концентрацией масел 500 мг/л (общая масса 5 кг) при дозе коагулянта 50 мг Al/л требуется 500 г алюминия и ток около 1500 А в течение часа или 150 А в течение 10 часов. Стоимость расхода электродов: 0.5 × 300 = 150 руб на 10 м3, или 15 руб/м3.
Пассивация электродов и методы её предотвращения
Пассивация (Passivation — образование защитной плёнки на поверхности металла) — главная эксплуатационная проблема электрокоагуляции. На алюминиевых электродах образуется плотная оксидная плёнка Al2O3 толщиной 10-100 нм, резко увеличивающая сопротивление. На железных электродах откладываются гидроксиды Fe(OH)2 и Fe(OH)3, а также карбонаты CaCO3 из жёсткой воды.
Признаки пассивации: рост напряжения на ячейке при постоянном токе более чем на 30-50% от начального значения, снижение эффективности очистки, неравномерный износ электродов. При сильной пассивации напряжение может вырасти с 5-10 В до 30-50 В, что приводит к локальному перегреву и разрушению электродов.
Переполюсовка (Polarity reversal — периодическая смена полярности электродов) — основной метод борьбы с пассивацией. Типичный режим: смена полярности каждые 15-30 минут. При этом катод становится анодом, и отложения растворяются. Автоматические системы переполюсовки встроены в большинство промышленных установок.
Механическая очистка применяется при сильных отложениях. Периодичность: 1 раз в смену или сутки. Методы: скребки, щётки, струйная промывка водой под давлением 5-10 бар. Химическая очистка: промывка 5-10% раствором соляной кислоты в течение 15-30 минут. Частота: 1 раз в неделю или месяц в зависимости от жёсткости воды.
Энергопотребление и экономика процесса
Удельное энергопотребление электрокоагуляции зависит от концентрации загрязнителей, требуемой степени очистки и электропроводности воды. Типичные значения: 0.5-2 кВт·ч/м3 для предочистки, 2-5 кВт·ч/м3 для глубокой очистки нефтесодержащих стоков, 1-3 кВт·ч/м3 для удаления тяжёлых металлов.
Структура энергозатрат: 70-80% — собственно электролиз (растворение электродов и электрофлотация), 15-25% — насосы подачи и циркуляции, 5-10% — система управления и автоматики. Напряжение на ячейке: 5-15 В при нормальной работе, до 30 В при пассивации электродов.
Стоимость очистки 1 м3 стоков методом электрокоагуляции складывается из следующих компонентов. Электроэнергия: 2 кВт·ч × 5 руб = 10 руб/м3. Расход электродов: 0.3 кг Al × 300 руб/кг = 90 руб, при объёме очищаемой воды 10 м3 это 9 руб/м3. Обслуживание и амортизация: 3-5 руб/м3. Итого: 20-25 руб/м3, что сопоставимо с химической коагуляцией (15-30 руб/м3), но при меньшем объёме осадка.
Капитальные затраты на установку производительностью 10 м3/ч: реактор 1.5-2.5 млн руб, источник питания 0.5-1 млн руб, система управления 0.3-0.5 млн руб, флотатор или отстойник 0.5-1 млн руб. Итого: 3-5 млн руб, срок окупаемости 1.5-3 года при замене дозирования химических реагентов.
Результат очистки
Удаление тяжёлых металлов
Электрокоагуляция эффективно удаляет тяжёлые металлы за счёт трёх механизмов: соосаждения с гидроксидами алюминия или железа, восстановления на катоде и адсорбции на хлопьях коагулянта. Эффективность удаления: хром Cr6+ — 95-99% (восстанавливается до Cr3+ и осаждается), медь Cu2+ — 90-98%, цинк Zn2+ — 85-95%, никель Ni2+ — 80-95%, кадмий Cd2+ — 85-95%, свинец Pb2+ — 90-98%.
Удаление хрома представляет особый интерес. Шестивалентный хром Cr6+ (в форме хроматов CrO42-) токсичен и плохо осаждается химическими методами. При электрокоагуляции с железными электродами Fe2+ восстанавливает Cr6+ до Cr3+: 3Fe2+ + Cr6+ → 3Fe3+ + Cr3+. Трёхвалентный хром затем осаждается в виде гидроксида Cr(OH)3. Оптимальные условия: pH 2-4 для восстановления, затем нейтрализация до pH 8-9 для осаждения. Остаточная концентрация: менее 0.1 мг/л при исходной 50-100 мг/л.
Для гальванических стоков с комплексными соединениями металлов (цианистые, аммиачные, ЭДТА-комплексы) электрокоагуляция разрушает комплексы за счёт окисления на аноде и изменения pH, высвобождая ионы металлов для осаждения. Типичные параметры: плотность тока 30-50 А/м2, время обработки 20-40 минут, расход железных электродов 1-2 кг/м3.
Удаление нефтепродуктов и эмульгированных масел
Электрокоагуляция — один из наиболее эффективных методов очистки нефтесодержащих сточных вод, особенно при наличии стойких эмульсий. Эффективность удаления: свободные нефтепродукты — 95-99%, эмульгированные масла — 90-98%, растворённые органические соединения — 60-80%.
Механизм разрушения эмульсий: капли масла в воде стабилизированы отрицательно заряженными ПАВ или частицами. Положительно заряженные гидроксиды Al(OH)3 или Fe(OH)3 нейтрализуют заряд поверхности капель, что приводит к коалесценции (слиянию капель). Одновременно пузырьки водорода флотируют укрупнённые капли на поверхность.
Оптимальные параметры для нефтесодержащих стоков: алюминиевые электроды при концентрации масел до 500 мг/л, железные — при концентрации выше 500 мг/л или наличии сероводорода. Плотность тока 20-40 А/м2, время обработки 10-20 минут. При исходной концентрации нефтепродуктов 100-500 мг/л достигается остаточная концентрация 1-5 мг/л, что соответствует требованиям для сброса в канализацию.
Сравнение с напорной флотацией: электрокоагуляция эффективнее для эмульгированных масел (разрушает эмульсию), но дороже в эксплуатации. Комбинированная схема: электрокоагуляция для разрушения эмульсии, затем напорная флотация для отделения масла — позволяет снизить энергозатраты на 30-40%.
Промышленная система
Области применения электрокоагуляции
Нефтеперерабатывающие и нефтехимические предприятия используют электрокоагуляцию для очистки стоков от нефтепродуктов, фенолов и сульфидов. Типичная концентрация загрязнителей: нефтепродукты 200-2000 мг/л, фенолы 50-500 мг/л, сульфиды 50-200 мг/л. После электрокоагуляции: нефтепродукты менее 10 мг/л, фенолы менее 1 мг/л.
Гальванические производства применяют электрокоагуляцию для удаления тяжёлых металлов из промывных вод и отработанных электролитов. Преимущество перед реагентным методом: не требуется точное дозирование щёлочи и сульфида, меньше объём осадка. Производительность типичной установки: 5-20 м3/ч.
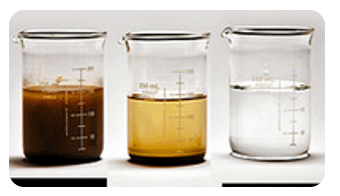
Текстильная промышленность использует электрокоагуляцию для обесцвечивания сточных вод и удаления красителей. Эффективность удаления цвета: 90-99% для дисперсных и активных красителей, 70-90% для кислотных красителей. Время обработки: 15-30 минут.
Пищевая промышленность применяет электрокоагуляцию для очистки стоков от жиров, белков и взвешенных веществ. Молокозаводы, мясокомбинаты, рыбоперерабатывающие предприятия — основные потребители. Эффективность: жиры 90-98%, БПК 60-80%, взвешенные вещества 85-95%.
Автомойки и автосервисы используют компактные электрокоагуляционные установки для очистки и рециркуляции воды. Производительность: 1-5 м3/ч. Степень рециркуляции: до 90% при многоступенчатой очистке.
Сравнение электрокоагуляции с химической коагуляцией
| Параметр | Электрокоагуляция | Химическая коагуляция | Комментарий |
|---|---|---|---|
| Расход коагулянта | 0.2-1.0 кг Al/кг загрязнителей | 0.5-2.0 кг Al2(SO4)3/кг загрязнителей | EC генерирует коагулянт in situ, выше эффективность |
| Объём осадка | 30-50% меньше | Базовый уровень | EC: меньше солей (сульфатов) в осадке |
| Содержание воды в осадке | 85-92% | 90-96% | EC: осадок легче обезвоживается |
| Хранение реагентов | Металлические пластины | Жидкие или твёрдые реагенты | EC: нет проблем с хранением кислот |
| Дозирование | Автоматическое (ток) | Требует контроля pH и дозы | EC: проще автоматизация |
| Эффективность для эмульсий | 90-98% | 60-80% | EC: разрушает эмульсии электрически |
| Энергопотребление | 1-5 кВт·ч/м3 | 0.1-0.3 кВт·ч/м3 | Химическая коагуляция экономичнее |
| OPEX (типичный) | 20-35 руб/м3 | 15-30 руб/м3 | Сопоставимо при высоких концентрациях |
| CAPEX на 10 м3/ч | 3-5 млн руб | 2-4 млн руб | EC дороже из-за источника питания |
| Занимаемая площадь | 5-10 м2 | 15-30 м2 | EC значительно компактнее |
Влияние качества воды на эффективность
Электропроводность воды определяет напряжение на ячейке и энергопотребление. Оптимальный диапазон: 1000-5000 мкСм/см. При проводимости ниже 500 мкСм/см напряжение возрастает до 20-30 В, энергозатраты увеличиваются в 2-3 раза. Решение: добавление NaCl в количестве 0.5-2 г/л повышает проводимость и снижает пассивацию электродов за счёт образования хлора.
pH воды влияет на форму гидроксидов коагулянта и эффективность осаждения. Для алюминия оптимум pH 6-8: при pH ниже 5 алюминий остаётся в растворе как Al3+, при pH выше 9 образуется растворимый алюминат AlO2-. Для железа диапазон шире: pH 4-10. Электрокоагуляция сама повышает pH за счёт выделения OH- на катоде, что может потребовать нейтрализации при очистке кислых стоков.
Температура воды влияет на кинетику реакций и вязкость. Повышение температуры с 10 до 40°C увеличивает скорость гидролиза на 50-80% и улучшает флотацию за счёт снижения вязкости. Однако при температуре выше 60°C усиливается коррозия оборудования и пассивация электродов.
Хлориды в концентрации 100-500 мг/л улучшают работу электрокоагуляции: предотвращают пассивацию алюминиевых электродов, повышают проводимость. Сульфаты в высоких концентрациях (более 1000 мг/л) могут вызывать образование гипса CaSO4 на электродах при наличии кальция в воде.
Проектирование электрокоагуляционных систем
Исходные данные для проектирования: расход сточных вод (м3/ч), состав загрязнителей (мг/л), требуемое качество очищенной воды, электропроводность и pH. На основании этих данных определяют тип электродов, плотность тока, время обработки и конфигурацию реактора.
Расчёт площади электродов: S = I / j, где I — общий ток (А), j — плотность тока (А/м2). Общий ток определяется из требуемой дозы коагулянта по закону Фарадея. Пример: для дозы 50 мг Al/л при расходе 10 м3/ч требуется 500 г Al/ч. По закону Фарадея: I = 500 × 3 × 96485 / (3600 × 27) = 1490 А. При плотности тока 30 А/м2 площадь электродов: 1490 / 30 = 50 м2.
Конфигурация электродов: монополярные или биполярные. В монополярной схеме каждый электрод подключён к источнику питания отдельным проводом. В биполярной схеме (Bipolar configuration) только крайние электроды подключены к источнику, промежуточные пластины поляризуются индуктивно. Биполярная схема проще в монтаже, но требует более высокого напряжения: U = n × u, где n — число пар электродов, u — напряжение на одной паре (3-8 В).
Источник питания: выпрямитель с регулируемым выходным током и функцией переполюсовки. Параметры: выходной ток 100-5000 А, напряжение 12-100 В, КПД 90-95%. Стоимость: 5-15 тыс руб на 1 кВт мощности. Для системы 10 м3/ч с потреблением 50 кВт источник питания стоит 0.5-0.75 млн руб.
Комбинирование с другими методами очистки
Электрокоагуляция редко применяется как единственный метод очистки. Типичные комбинации: EC + флотация, EC + фильтрация, EC + биологическая очистка. Каждая комбинация решает определённые задачи и оптимизирует общие затраты.
EC + напорная флотация: электрокоагуляция разрушает эмульсии и образует хлопья, напорная флотация эффективно отделяет их с минимальным энергопотреблением (0.03-0.05 кВт·ч/м3). Общее энергопотребление снижается на 20-30% по сравнению с одной EC с электрофлотацией.
EC + песчаная фильтрация: для глубокой очистки от взвешенных веществ. После EC концентрация взвешенных веществ 20-50 мг/л, после фильтра — менее 5 мг/л. Применяется при подготовке воды для повторного использования.
EC + мембранные процессы: электрокоагуляция как предочистка перед ультрафильтрацией или обратным осмосом. EC удаляет масла, коллоиды и часть органики, снижая нагрузку на мембраны. SDI (Silt Density Index — индекс плотности ила) снижается с 6-10 до 2-4, что продлевает срок службы мембран в 2-3 раза.
EC + биологическая очистка: электрокоагуляция удаляет токсичные вещества (тяжёлые металлы, нефтепродукты) и снижает БПК/ХПК на 50-70%, что уменьшает нагрузку на биореактор и защищает активный ил от ингибирования.
Эксплуатация и обслуживание
Ежедневное обслуживание включает визуальный контроль работы установки, проверку напряжения и тока, контроль качества очищенной воды. При отклонении напряжения более чем на 20% от нормы требуется очистка электродов. Расход времени: 15-30 минут в смену.
Еженедельное обслуживание: проверка износа электродов (измерение толщины), очистка отстойника или флотатора от осадка, проверка насосов и трубопроводов. При необходимости — химическая очистка электродов раствором соляной кислоты. Расход времени: 2-4 часа.
Ежемесячное обслуживание: замена изношенных электродов (при уменьшении толщины на 50% от исходной), проверка и калибровка датчиков (pH, проводимость, уровень), проверка изоляции источника питания. Расход времени: 4-8 часов.
Срок службы основных компонентов: электроды 3-12 месяцев (в зависимости от режима работы), источник питания 10-15 лет, корпус реактора (полипропилен или нержавеющая сталь) 15-20 лет, насосы 5-7 лет. Годовые затраты на обслуживание: 5-10% от CAPEX.
Недооценка электропроводности воды приводит к многократному превышению энергопотребления. При проводимости ниже 500 мкСм/см необходимо предусмотреть дозирование соли или выбрать другой метод очистки.
Отсутствие системы переполюсовки ведёт к пассивации электродов за 1-2 недели работы. Все промышленные установки должны иметь автоматическую переполюсовку с периодом 15-30 минут.
Неправильный выбор материала электродов: алюминий неэффективен для восстановления Cr6+ и удаления сульфидов, железо создаёт проблемы с остаточным железом в очищенной воде при высоких дозах. Для сложных стоков рекомендуются пилотные испытания.
Отсутствие отстойника или флотатора после электрокоагуляционного реактора: хлопья выносятся с очищенной водой, эффективность очистки падает до 50-60%. Минимальное время отстаивания — 20-30 минут или флотация с насыщением воздухом.
Неучёт образования осадка: электрокоагуляция образует 5-15 кг сухого осадка на 1 м3 очищенной воды (при высокой концентрации загрязнителей). Необходимо предусмотреть систему сбора, обезвоживания и утилизации осадка.
Преимущества
- •Компактность оборудования: занимаемая площадь в 2-3 раза меньше, чем у химической коагуляции
- •Отсутствие хранения и дозирования химических реагентов
- •Меньший объём осадка: на 30-50% меньше, чем при химической коагуляции
- •Высокая эффективность для эмульгированных масел: 90-98% удаления
- •Одновременная флотация и коагуляция в одном аппарате
- •Простота автоматизации: управление током вместо дозирования реагентов
- •Осадок с лучшими свойствами обезвоживания
Ограничения
- •Расход электродов: 0.2-1.0 кг Al или 0.5-2.0 кг Fe на 1 кг удалённых загрязнителей
- •Пассивация электродов: требуется переполюсовка и периодическая очистка
- •Энергопотребление: 1-5 кВт·ч/м3, выше чем у химической коагуляции
- •Зависимость от электропроводности воды: оптимум 1000-5000 мкСм/см
- •Ограниченная эффективность для растворённых органических веществ: 60-80%
- •Необходимость в квалифицированном обслуживании электрооборудования
Нужна консультация по водоподготовке?
Рассчитаем технологию, подберём оборудование и ответим на вопросы. Ответим в течение 24 часов.